
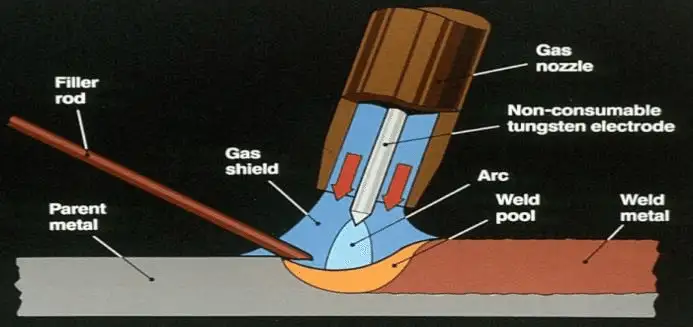
Gas Tungsten Arc Welding (GTAW), commonly known as TIG (Tungsten Inert Gas) welding, is one of the most efficient and precise methods used for welding aluminum. This process uses a non-consumable tungsten electrode to produce the weld, with an inert gas (typically argon) shielding the molten weld pool from atmospheric contamination. The answer to the question, Can GTAW weld aluminum? is a resounding yes. In fact, GTAW is considered one of the best methods for welding aluminum due to its ability to provide high-quality, clean welds. However, achieving the best results requires a detailed understanding of the process, proper settings, and best practices.
1. Can GTAW Weld Aluminum?
Yes, GTAW is an ideal method for welding aluminum. This welding technique is particularly advantageous for thin materials and applications that require precision, such as aerospace and automotive industries. The key to success when welding aluminum with GTAW is controlling the heat input and ensuring proper shielding to avoid oxidation, which can lead to poor weld quality.
2. Aluminum Welding Methods
When it comes to welding aluminum, several techniques are available, each suitable for different types of applications:
-
GTAW (TIG Welding): As mentioned, this is the most popular method for aluminum welding due to its precision, control, and clean results.
-
GMAW (MIG Welding): This method is faster and more efficient than GTAW, making it ideal for large-scale production but may not offer the same quality for thin aluminum sections.
-
Stick Welding (SMAW): Not typically recommended for aluminum due to the difficulty in controlling heat and achieving clean welds.
-
Laser Welding: This method provides high precision and is often used in industries such as aerospace for thin aluminum sections.
3. Which Welding Method is Best for Aluminum?
While various welding methods are available, GTAW (TIG welding) stands out as the best option for aluminum in terms of weld quality and versatility. This method allows for:
-
High precision, even in thin aluminum sheets.
-
Clean and strong welds with minimal spatter.
-
Ability to weld in all positions, including overhead.
For thicker materials or faster production, GMAW (MIG welding) can also be an effective option. However, it may not provide the same level of precision as GTAW.
4. How to Set a TIG Welder for Aluminum
Setting up your TIG welder for aluminum requires careful attention to several factors:
-
Electrode Selection: Use a pure tungsten electrode (2% thorium) for aluminum welding, as this provides the most stable arc.
-
Amperage Settings: Set the amperage according to the thickness of the aluminum. A general guideline is 1 amp for every 0.001 inch of material thickness.
-
Shielding Gas: Argon is typically used as the shielding gas for aluminum welding. For thicker materials, a mixture of argon and helium may be preferred for better penetration.
-
Filler Material: Use a filler rod that is designed for aluminum, often made of 4043 or 5356 alloys.
-
Torch Angle: Maintain a 15-20° angle to the surface of the workpiece, ensuring proper fusion.
5. Detailed Steps for Aluminum Welding
-
Prepare the Workpiece: Clean the aluminum thoroughly to remove any oxide layer. This can be done with a stainless steel wire brush or a chemical cleaner.
-
Set Up the Welder: Select the correct tungsten electrode, set the proper amperage, and ensure the shielding gas flow rate is between 15-25 CFH.
-
Tack Weld: Use a short pulse to tack weld the aluminum, ensuring it is aligned properly.
-
Weld the Seam: Start the arc, move along the joint while keeping the tungsten electrode at the correct distance, and maintain a steady pace.
-
Post-Weld Cleaning: After welding, clean the weld area to ensure there are no contaminants or oxidation on the finished weld.
6. Precautions for Aluminum Welding
-
Oxidation: Aluminum quickly forms an oxide layer when exposed to air. This oxide layer must be removed before welding to ensure proper fusion. Failure to do so may result in poor-quality welds.
-
Heat Control: Aluminum is a good heat conductor, which means heat dissipates quickly. However, too much heat can cause warping or burn-through. Use proper settings and control the heat to prevent overheating.
-
Proper Shielding: Inadequate shielding can lead to contamination of the weld. Ensure a steady flow of argon gas to protect the molten pool from the atmosphere.
7. Common Problems and Solutions in Aluminum Welding
| Problem | Solution |
|---|---|
| Porosity | Ensure proper shielding gas flow and clean the workpiece thoroughly. |
| Cracking | Avoid excessive heat input and ensure proper filler material. |
| Weld Contamination | Use clean, dry filler rods and ensure a clean work surface. |
| Spatter | Use appropriate amperage and technique to minimize spatter. |
8. Case Study: Successful GTAW Welding of Aluminum for Aerospace Applications
A renowned aerospace company required high-precision aluminum welding for a series of lightweight aircraft components. The company chose GTAW due to its ability to produce clean, strong, and aesthetically pleasing welds. The welding team used a 4043 aluminum filler rod with a pure tungsten electrode, achieving high-quality results. The welds passed rigorous testing for strength, heat resistance, and fatigue performance, making GTAW the preferred choice in the aerospace industry.
9. Frequently Asked Questions
1. Can I use GTAW to weld any type of aluminum?
Yes, GTAW can be used for various grades of aluminum, including 3003, 5052, and 6061. Each grade may require specific settings, but GTAW provides the versatility to work with different types.
2. How do I prevent oxidation during welding?
Pre-weld cleaning and using appropriate shielding gas are essential to preventing oxidation and achieving a clean weld.
3. What are the best filler rods for aluminum welding?
The best filler rods are typically 4043 for general welding and 5356 for high-strength applications.
4. Why is aluminum welding more challenging than steel?
Aluminum has a lower melting point and higher thermal conductivity, making it more prone to warping and burn-through. This requires precise control over the heat input.
5. What is the most common welding defect in aluminum?
Porosity is one of the most common defects in aluminum welding, caused by inadequate shielding or contamination in the work area.
10. Conclusion
GTAW is a highly effective method for welding aluminum, offering precision, strength, and clean results. Understanding how to set up the welder, preparing the workpiece properly, and following best practices are essential for achieving high-quality welds. Whether you're working in aerospace, automotive, or other industries, GTAW provides the versatility and control necessary for successful aluminum welding.









